Introduction: The Critical Role of Milling in Powder Processing
In demanding bulk material handling, particle size reduction is a non-negotiable step for ensuring product consistency, dissolution rates, and downstream flowability. The Stainless Steel Cone Mill (often referred to as a cone screen mill) represents the pinnacle of sanitary and efficient milling for fragile to medium-hard agglomerates. Unlike hammermills that generate excessive heat and dust, a cone mill utilizes a rotating impeller forcing material through a conical perforated screen, providing gentle, low-dust milling. This guide provides a deep mechanical engineering analysis of the Doebritz Stainless Steel Cone Mill, focusing on precise capacity sizing, blowback prevention, and adherence to global sanitary standards.

Pneumatic & Gravity Conveying Pain Points: Why Traditional Mills Fail
Legacy milling systems often suffer from three critical failures: unscheduled downtime due to screen blinding, product contamination from poor seal designs, and capacity volatility caused by blowback. In pneumatic conveying systems, blowback—where compressed air travels backward through the mill inlet—leads to severe dusting, reduced fill efficiency, and loss of dust control. The Doebritz Cone Mill addresses this with a precision-engineered rotor-stator gap and an integrated venting zone design.
Key Mechanical Advantage: Outboard Bearings & Shaft Sealing
The Doebritz design utilizes outboard bearing assemblies completely isolated from the product zone. The bearing housing is separated by a minimum 25mm air gap or a double-lip PTFE seal with an optional air purge gland. This prevents fine powders (down to 5 microns) from migrating into the bearings, a leading cause of mill failure. The standard shaft sealing technology uses a lantern ring packing gland with a purge pressure of 0.5 Bar above process pressure, guaranteeing zero product ingress.
| Key Parameter | Technical Specification |
|---|---|
| Max Differential Pressure | 1.5 Bar (150 kPa) standard; 2.5 Bar pneumatic |
| Operating Temperature | -20°C to +180°C (with standard silicone seals); +250°C optional |
| Rotor Speed Range | 500 – 3,200 rpm (infinitely variable via inverter drive) |
| Material of Construction | AISI 316L (1.4404) stainless steel, investment cast |
| Surface Finish (Ra) | ≤ 0.8 µm (32 µin) standard; ≤ 0.4 µm (16 µin) pharma |
| Radial Rotor-to-Screen Clearance | ±0.10mm (0.004 in) standard; ±0.05mm high-precision |
| Typical Volumetric Fill Efficiency | 50% – 70% (depending on powder cohesion and screen aperture) |
| Explosion Protection | ATEX Zone 20/21/22; Pressure shock resistant to 10 Bar |
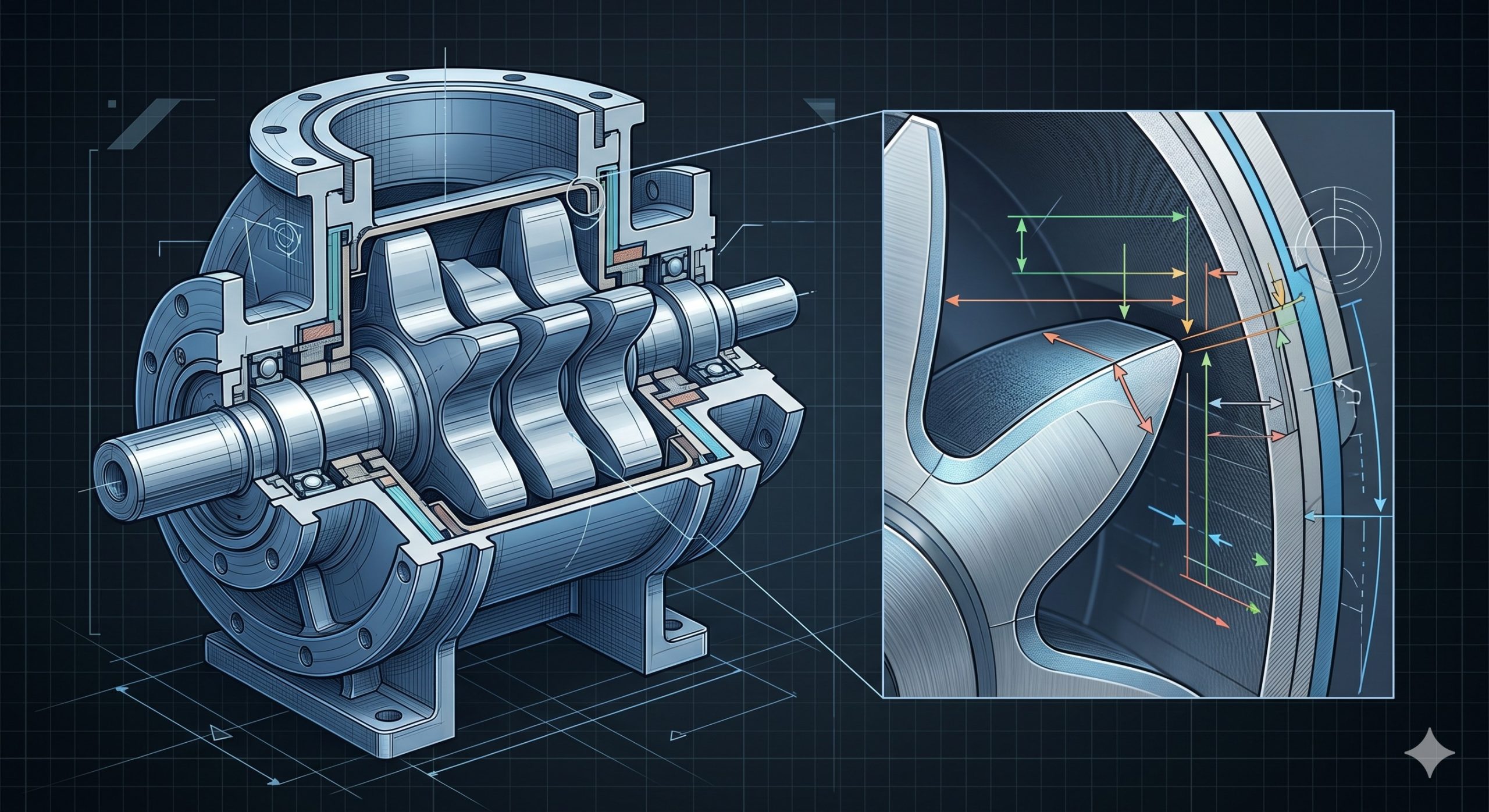
CNC Machining Precision & Rotor Vane Dynamics
The volumetric efficiency of a cone mill is defined by its rotor geometry and the radial clearance between the impeller and the screen. Doebritz’s CNC-machined 316L stainless steel impellers feature forward-curved vanes at a 15° angle to accelerate material toward the screen apertures. The radial clearance is held to a tolerance of ±0.10mm (0.004 inches), which is critical for preventing blowback and ensuring uniform shear. The rotor speed is infinitely adjustable via a direct-drive gearbox, typically ranging from 500 to 3,200 rpm. For de-agglomeration, a lower tip speed of 8-10 m/s is recommended; for fine granulation, speeds up to 25 m/s can be achieved.
Housing Metallurgy & Surface Finish
The housing is investment-cast from AISI 316L (1.4404) stainless steel, with all product-contact surfaces mechanically polished to Ra ≤ 0.8 µm (32 µin). For high-fatigue pharma applications, Ra ≤ 0.4 µm (16 µin) is available. The casting undergoes full solution annealing and passivation to eliminate weld-scale and improve corrosion resistance. The screen is available in perforated plate or wedge-wire designs, with aperture sizes from 0.5mm to 20mm. Maximum differential pressure across the screen is rated at 1.5 Bar (150 kPa) for gravity discharge and 2.5 Bar for pneumatic systems.
Explosion Prevention & ATEX Compliance
When milling combustible powders (e.g., lactose, sulfur, coal dust), explosion prevention is paramount. The Doebritz Stainless Steel Cone Mill is fully compliant with ATEX Directive 2014/34/EU for Zone 20 (continuous dust presence), Zone 21, and Zone 22. Key safety features include: pressure shock-resistant housing (tested to 10 Bar overpressure), flame propagation arrestor design on the shaft entry, and anti-static PTFE seals (surface resistivity < 1.0E9 Ohms). An optional earth monitoring system ensures continuous grounding. Per NFPA 69, the mill can be integrated into an explosion isolation system with a chemical suppression unit.
Quantified Airlock Performance & Capacity Sizing
Determining correct cone mill capacity requires understanding volumetric fill efficiency. Unlike rotary valves, cone mills operate at 50-70% volumetric efficiency based on material bulk density. The formula is: Capacity (kg/hr) = Volume per revolution (L/rev) × Rotor speed (rpm) × 60 × Bulk density (kg/L) × Fill efficiency (%). For example, a Doebritz CM-500 model has a displacement of 5.0 L/rev. At 1,500 rpm milling a 0.6 kg/L powder at 65% efficiency, the theoretical capacity = 5.0 × 1500 × 60 × 0.6 × 0.65 = 175.5 tons per hour. Actual throughput will vary with screen aperture and friability. For dense phase conveying, Doebritz offers a reinforced cone mill with axial clearance reduced to 0.05mm to minimize air leakage to <0.5 m³/h per Bar of differential pressure.
Silo Discharging Masterclass: Preventing Bridging
When installed under a silo, the cone mill must handle column loads. Doebritz integrates a chamfered inlet flange with a 45° transition to break bridging. For cohesive materials (moisture > 12%), an agitated inlet adapter with a low-speed paddle breaker (5-20 rpm) is recommended. The top flange is machined to DIN PN10 or ANSI 150# standards, with a silicone gasket rated to -20°C to +180°C.
Conclusion & Plant Procurement Verdict
The Doebritz Stainless Steel Cone Mill offers an industry-leading combination of hygienic design, precise particle size control, and blowback prevention. For plant engineers, the total cost of ownership (TCO) is minimized through quick-release screen frames (tool-less changeover < 2 minutes) and reverse-mode CIP nozzles for automated cleaning. When specifying, provide your target d50 particle size, bulk density (kg/m³), and required throughput (kg/hr). Doebritz provides a certified Performance Curve and a Factory Acceptance Test (FAT) report for every unit.





