Introduction: Addressing Cross-Contamination Risks in Coffee Processing
In the highly sensitive food processing environment, specifically within coffee production lines—ranging from whole bean grinding to instant coffee powder conveying—cross-contamination and residual material buildup are critical pain points. For engineers and plant managers, every gram of retained coffee powder represents lost yield, and every uncleanable surface risks bacterial growth (e.g., Salmonella or Listeria). Standard rotary valves often feature hard-to-reach crevices and require lengthy disassembly, leading to extended downtime. The Doebritz Coffee Quick-release airlock valve is specifically engineered to solve this, combining the structural integrity of a heavy-duty rotary feeder with the rapid cleaning access required for modern FDA and EHEDG guidelines.

Demountable Structural Design for Sanitary Processes
The Engineering of ‘Quick-Release’
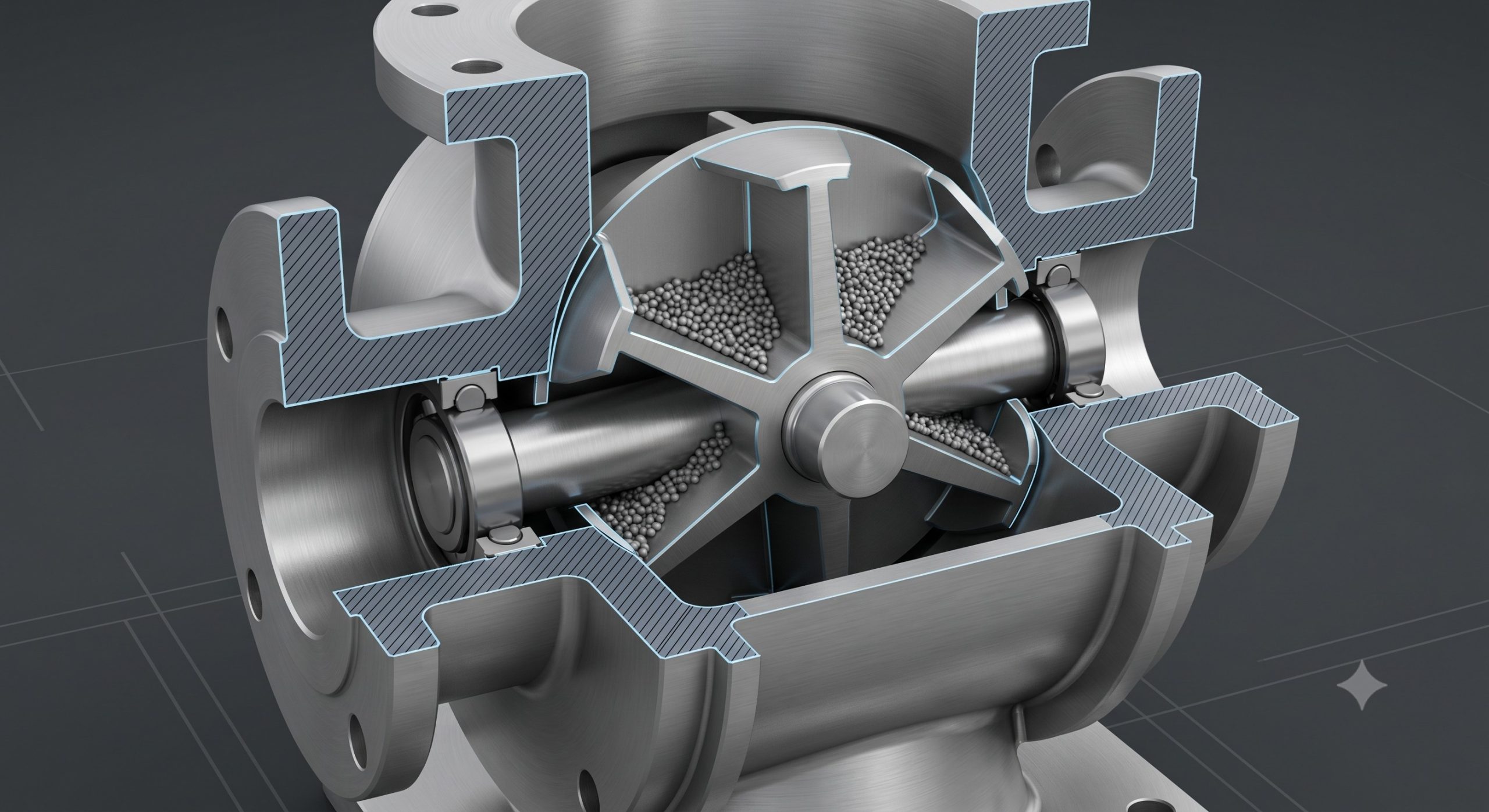
Unlike traditional valve bodies that are integrated into the conveying line via multiple bolted flanges, the Doebritz design philosophy prioritizes a demountable structural design. The valve head (including the rotor and endplates) can be disassembled from the main housing without specialized tools. This is achieved through heavy-duty over-center clamps or hand-knob bolts, reducing full disassembly time from hours to under ten minutes. For coffee applications—where oil-rich grounds can adhere to surfaces and polymerize—this rapid access is transformative. The design eliminates internal ledges and threads where particles could lodge, ensuring a straight, polished flow path.
Internal Polishing Precision: Ra ≤ 0.4μm
To meet strict FDA compliance for food contact, the internal surfaces of the Doebritz valve are manufactured from SUS316L stainless steel. Furthermore, the material contact zones undergo a specialized mechanical polish achieving Ra ≤ 0.4μm (15 μin). This mirror-like finish serves two critical engineering functions: first, it prevents biofilm formation and bacterial adhesion; second, it dramatically reduces the coefficient of friction for sticky coffee fines and natural oils, promoting ‘self-cleaning’ gravity flow. For facilities requiring Grade W, Class 10W, or Class C/D cleanroom validation, this surface spec is non-negotiable.
Verifiable Clean-In-Place (CIP) Integration
The valve supports both manual cleaning after quick-release disassembly and fully automated Online CIP (Clean-In-Place) protocols. The polished surfaces and rounded radii allow cleaning spray balls or foam guns to achieve a validated log reduction. For validation engineers, the absence of O-rings or gaskets in the product zone (replaced by precision metal-to-metal clearances) removes a common source of validation failure. The Doebritz valve is also compatible with WIP (Wash-In-Place) followed by manual inspection for visual verification of cleanliness.
Technical Specifications & Performance Data
Beyond cleanability, the valve must maintain airlock efficiency and volumetric consistency. The table below details the certified parameters for the Coffee Quick-release airlock valve series (model DBR-1237). All data is derived from factory testing under simulated dense-phase pneumatic conveying conditions.
| Key Parameter | Technical Specification (Doebritz DBR-1237 for Coffee) |
|---|---|
| Materials of Construction | SUS316L (Product contact) / SUS304 (Non-contact) / FDA-compliant seals |
| Internal Surface Finish | Mirror polish Ra ≤ 0.4 μm (15 μin) |
| Rotor-to-Housing Radial Clearance | 0.1 – 0.2 mm (Precision CNC machined) |
| Max Differential Pressure | Up to 1.0 bar (100 kPa) for dense phase; 0.8 bar for standard conveying |
| Operating Temperature Range | Ambient: -15°C to +60°C; Material: 0°C to +120°C (with optional water jacket) |
| Volumetric Efficiency | >95% at optimal RPM (based on 100% fill level testing) |
| Shaft Sealing | Lip seal with air purge / Packing gland (optional) |
| Sanitary Standards | FDA 21 CFR, EHEDG compliant design, CE, TÜV certified |
| Explosion Protection | Optional ATEX Zone 20/21/22 (Flameproof enclosure up to 16 bar) |
| Connection Sizes | DN100, DN150, DN200 (HG20592 / ANSI flanges available) |
| Cleanability | Quick-release tool-free disassembly, Online CIP / WIP capable |
Optimizing Coffee Workflows from Grinding to Packaging
Case Scenario: Roasted Whole Bean Intake
At the start of the line, green or roasted beans are dumped into a receiving hopper. A slow-speed (10-20 rpm) Doebritz valve meters beans into a bucket elevator or dilute-phase conveyor. The tight 0.1–0.2 mm rotor-to-housing clearance prevents bean crushing while maintaining a pressure differential of up to 0.8 bar, ensuring the upstream dust collector doesn’t lose suction. The quick-release clamps allow operators to inspect the rotor vanes for wear from occasional stones or foreign material.
Case Scenario: Ground Coffee & Powdered Creamer Dosing
In instant coffee blending towers, fine, hydroscopic powders are problematic. The Doebritz valve, equipped with lip seal air-tight shaft seals and an optional air purge, prevents powder migration into the gearbox. When running at variable speeds (10-50 rpm) controlled via PLC automation, it can accurately meter batches for recipe-based mixing—for instance, delivering 250g of roast coffee + 50g of chicory powder per cycle with less than +/-1% deviation. The water cooling jacket option is available for systems handling hot post-roast coffee grounds (up to 120°C).
Sanitary Lock Performance Metrics
For food safety engineers, the term ‘airlock’ has two meanings. The Doebritz valve achieves reduced air leakage of less than 0.2 m³/m²·h at 0.6 bar differential, minimizing product blowback and dusting in the packaging room. This contributes to a safer, cleaner working environment and reduces the load on downstream baghouse filters. The CE and TÜV certifications on the motor and housing confirm compliance with EU machinery and low-voltage directives, essential for international food exporters.
Conclusion: A Strategic Asset for Food-Grade Automation
Investing in the Doebritz Coffee Quick-release airlock valve moves a production line from reactive cleaning to proactive hygiene management. The combination of USP 316L steel, Ra≤0.4μm polished internals, and a tool-free demountable housing directly reduces Mean Time To Clean (MTTC) and eliminates the risk of stale product contamination. For plant managers focusing on Total Cost of Ownership (TCO), the ability to rapidly inspect and swap rotors (open, closed, or adjustable vanes) extends the valve’s operational lifespan and provides process flexibility across different coffee blends and grind sizes. For any food, beverage, or pharmaceutical application requiring the highest standards of cleanliness without sacrificing pneumatic performance, the Doebritz solution is the industry benchmark.





